项目愿景
数字化智能工厂MES(制造执行系统)数字化一体化解决方案的愿景,是构建一个高度集成、数据驱动、智能协同的制造运营管理体系。通过打通从订单到交付的全价值链数据流,实现生产过程的透明化、管理决策的智能化与资源利用的最优化,最终推动企业向柔性生产、个性化定制、高质量与低成本并重的智能制造新模式转型,提升核心竞争力。
L1-L5级业务蓝图
该解决方案采用层级式业务架构,清晰定义各层级的职能与协作关系:
- L1 设备与控制层: 是物理基础,包括生产设备、传感器、PLC、SCADA等,负责采集实时数据并执行控制指令。
- L2 操作执行层: MES核心所在,直接指挥L1层设备,管理车间内的工单执行、物料配送、质量检验、设备监控等具体生产活动。
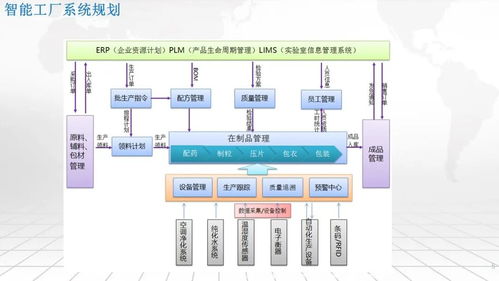
- L3 运营管理层: 通常由ERP(企业资源计划)系统主导,负责承接订单、制定主生产计划、管理库存与采购,并向MES下达生产指令。
- L4 业务规划层: 涉及产品生命周期管理(PLM)、高级计划与排程(APS)等,进行产品设计、工艺规划与中长期产能平衡。
- L5 决策支持层: 基于大数据平台与商务智能(BI)工具,对下层汇聚的数据进行深度分析,为战略决策、持续改进提供洞察。
一体化解决方案的关键在于确保L2层MES与L1、L3层(及L4层相关系统)的无缝集成,实现数据自下而上透明汇聚、指令自上而下精准执行。
MES核心功能
MES作为车间管理的“大脑”,其核心功能聚焦于生产现场的执行与控制:
- 生产调度与执行: 接收ERP工单,进行详细排程,发布任务至工位,跟踪生产进度。
- 物料与仓储管理: 指导物料的齐套、配送、消耗与库存盘点,确保物料精准准时到达生产线。
- 质量管理: 集成质量检验标准(SIP),支持首检、巡检、终检全过程,实现质量数据统计分析与追溯。
- 设备与工具管理: 监控设备状态(OEE)、安排维护计划、管理工装夹具,保障生产资源可用性。
- 人员绩效管理: 记录人员任务、工时与效率,支持绩效考核与技能管理。
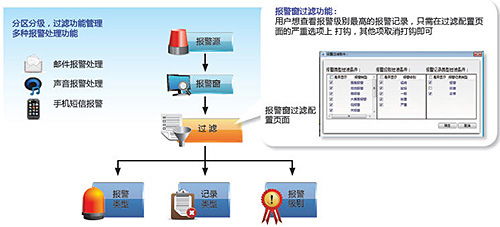
- 数据采集与监控: 实时采集生产、质量、设备数据,并通过看板可视化呈现,实现现场透明化。
- 产品追溯与谱系: 建立从原材料到成品的全链条正向与反向追溯能力,满足合规与质量分析需求。
MES九大子系统(模块)
为实现上述功能,一体化MES通常由以下相互协同的子系统构成:
- 生产调度管理子系统
- 工艺管理子系统
- 物料管理子系统
- 设备管理子系统
- 质量管理子系统
- 人员管理子系统
- 数据采集与监控子系统
- 文档管理子系统
- 看板与报表分析子系统
这些子系统并非孤立,而是在统一的数据模型和平台基础上,围绕工单流、物料流、信息流紧密集成。
实施方法
成功的MES实施需要科学的方法论指导,通常采用分阶段、迭代式的路径:
- 战略规划与现状诊断: 明确业务目标,评估当前流程、系统与数据基础,定义未来状态蓝图。
- 详细设计与方案制定: 完成业务流程再造(BPR)、系统功能详细设计、集成接口设计与数据迁移策略。
- 系统开发与配置: 基于选定的平台(可定制开发或基于产品配置),进行系统开发、单元测试与模块集成。
- 试点实施与验证: 选择典型产线或车间进行试点,验证系统功能、集成效果和用户适应性,积累经验。
- 全面推广与部署: 分阶段推广至全厂,同步开展数据迁移、用户培训与上线支持。
- 持续优化与支持: 系统上线后进入运维阶段,持续收集反馈,利用数据分析驱动流程优化与系统功能增强。
软件开发
在软件开发层面,现代数字化一体化MES解决方案倾向于采用以下技术架构与策略:
- 技术平台: 采用微服务架构,实现子系统解耦与独立部署伸缩;利用云计算(公有/私有/混合云)提升弹性与可扩展性。
- 数据架构: 构建统一的数据中台或工业数据湖,整合多源异构数据;利用时序数据库处理高频设备数据。
- 集成技术: 使用RESTful API、消息中间件(如MQTT, Kafka)、OPC UA(用于工业设备通信)等标准接口,实现与ERP、PLM、自动化设备及IoT平台的高效、可靠集成。
- 前端开发: 采用响应式Web技术或移动应用,支持多终端访问;利用可视化库(如图表、3D数字孪生)增强数据呈现能力。
- 智能化嵌入: 集成AI/ML组件,用于预测性维护、质量缺陷预测、智能排产等场景。
- 低代码/配置化: 提供一定程度的低代码平台或强大配置工具,使业务人员能参与部分流程调整与报表开发,提升敏捷性。
数字化智能工厂MES数字化一体化解决方案是一个系统性工程。它不仅是软件系统的部署,更是伴随业务流程重组、组织变革和数据文化建设的全面转型。通过清晰的蓝图、核心的功能、模块化的系统、严谨的实施方法以及现代化的软件开发实践,企业能够稳步构建起支撑智能制造未来的坚实运营中枢。